
Linija za ekstruziju valovitih PE PP (PVC) cijevi velike brzine










Opis
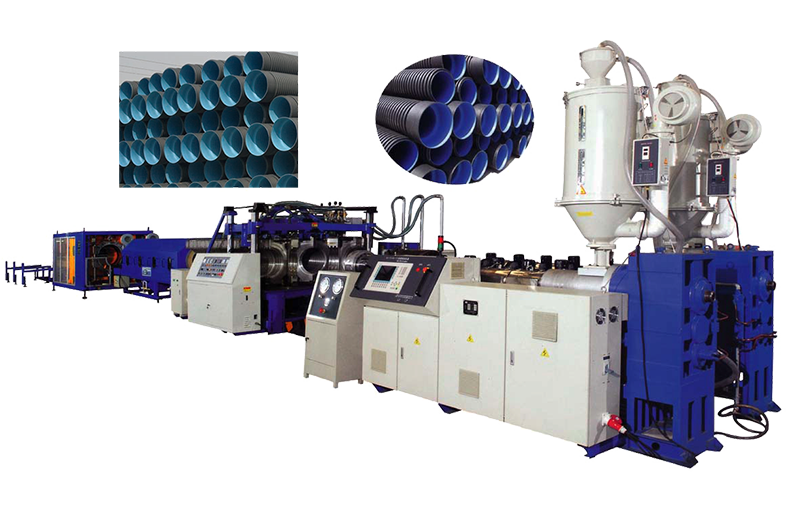
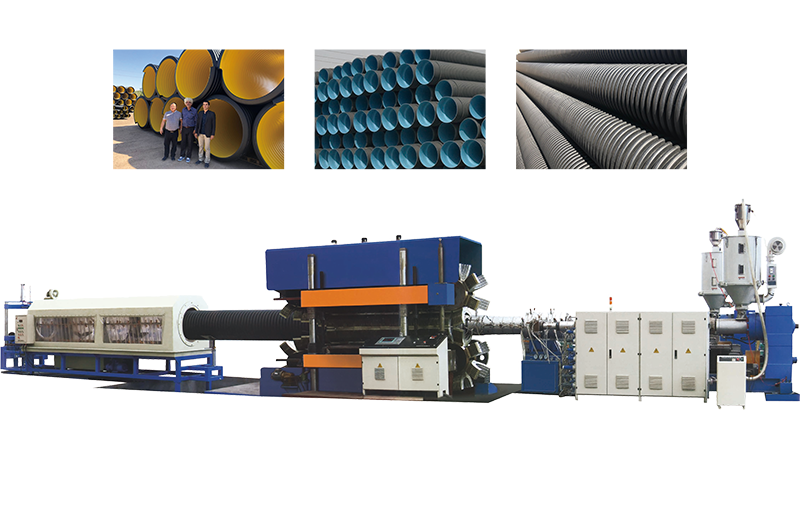
Mašina za proizvodnju plastičnih valovitih cijevi koristi se za proizvodnju plastičnih valovitih cijevi, koje se uglavnom koriste u urbanim odvodnjavanjima, kanalizacijskim sistemima, projektima autoputeva, projektima navodnjavanja u poljoprivrednim zemljištima, a mogu se koristiti i u projektima transporta tekućina iz rudnika, sa relativno širokim rasponom primjena. Mašina za izradu valovitih cijevi ima prednosti visokog učinka, stabilne ekstruzije i visokog stepena automatizacije. Ekstruder se može dizajnirati prema posebnim uslovima materijala korisnika, kao što su PE PP ili PVC. Ekstruzijska linija za PE PP dvoslojne valovite cijevi koristi novi tip visokoefikasnog jednostrukog/dvostrukog pužnog ekstrudera. Mašina za PVC valovite cijevi koristi veliki ravni dvostruki ili konusni dvostruki ekstruder. Sa jednostrukim i dvoslojnim opcijama po izboru. Za izradu dvoslojnih valovitih cijevi postoje dvije vrste,horizontalna linija za ekstruziju valovitih cijevi s dvostrukim zidovimaiVertikalna linija za ekstruziju valovitih cijevi s dvostrukim zidovima.
Tok procesa
Sirovina → Miješanje → Vakuumski dozator → Sušač plastičnog lijevaka → Ekstruder → Kalup za ekstruziju → Kalup za oblikovanje → Vodeno hlađenje Mašina za oblikovanje → Sprej za hlađenje Rezervoar vode → Mašina za rezanje → Slagač
Karakteristike i prednosti
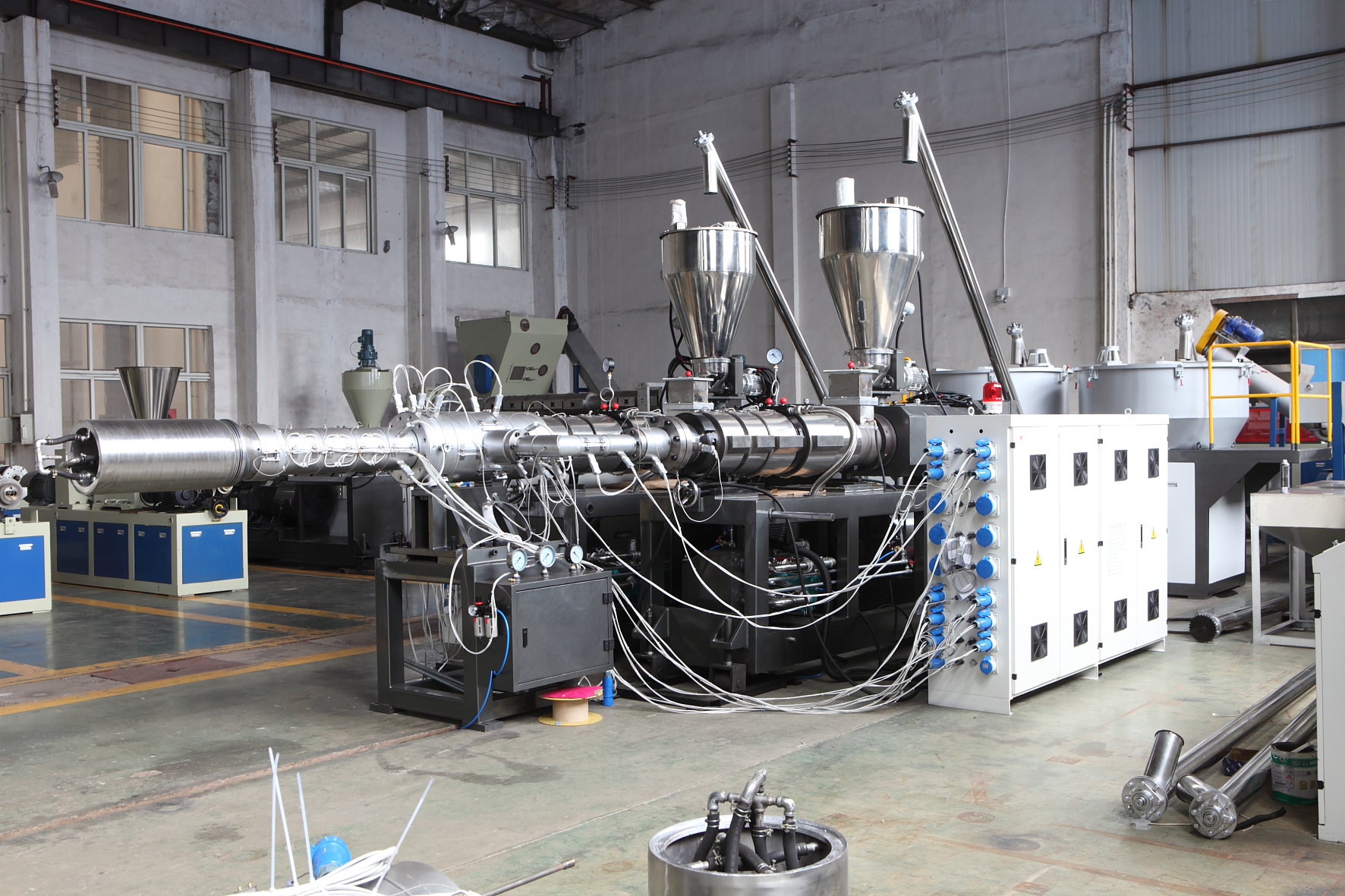
1. HDPE usvaja novi tip visokoefikasnog ekstrudera sa jednim/dvostrukim pužem, a PVC usvaja veliki ravni dvostruki ili konusni dvostruki ekstruder. Veliki konusni dvostruki ekstruder sa dva puža ili paralelni dvostruki ekstruder sa dva puža mogu postići odličnu plastifikaciju na niskim temperaturama i stabilnu ekstruziju.
2. Metoda hlađenja modula je prisilno vodeno hlađenje, što znatno poboljšava brzinu hlađenja modula, kako bi se postigla velika brzina proizvodnje.
3. Linija valovitih cijevi, također poznata kao linija za proizvodnju dvostrukih valovitih cijevi, može ostvariti online proširenje kako bi se osiguralo da različita svojstva oblikovane cijevi ispunjavaju standarde.
4. Uvezeni ventil za podešavanje omjera podešava pritisak formiranja na stabilan i pouzdan način.
5. Horizontalni korugator
6. Radna ploča je trodimenzionalno podesiva.
7. Automatski sistem zaštite se pokreće i vraća se u radno stanje kada se napajanje isključi.
8. Automatska stanica za podmazivanje
9. Blokovi kalupa izrađeni su od specijalne legure aluminija i odlikuju se malom težinom, visokom čvrstoćom, dobrom otpornošću na habanje i malim koeficijentom termičkog širenja.
10. Hlađenje zrakom i vodom za dobro hlađenje valovitih kalupa koji brzo formiraju cijevi.
11. Mašina za rezanje valovitih cijevi ima prednosti visoke preciznosti i bez prašine.
12. Kompletna linija usvaja PLC mikro-računarski kontrolni sistem koji vizuelno prikazuje temperaturu i pritisak topljenja, brzinu oblikovanja, alarm za grešku, a ima i kapacitet skladištenja osnovnog procesa.
Detalji

Jednopužni ekstruder za PE/PP
Na osnovu odnosa L/D od 33:1 za dizajn puža, razvili smo odnos L/D od 38:1. U poređenju sa odnosom 33:1, odnos 38:1 ima prednost 100% plastifikacije, povećava izlazni kapacitet za 30%, smanjuje potrošnju energije do 30% i postiže gotovo linearne performanse ekstruzije. Usvojite odnos L/D puža 38:1 za primarni materijal i L/D puža 33:1 za reciklirani materijal.
Simensov ekran osjetljiv na dodir i PLC
Primijenite program koji je razvila naša kompanija, a u sistem možete unijeti engleski ili druge jezike.
Spiralna struktura bureta
Dio za hranjenje cijevi koristi spiralnu strukturu kako bi se osiguralo stabilno dovod materijala i povećao kapacitet hranjenja.
Specijalni dizajn vijka
Vijak je dizajniran sa posebnom strukturom kako bi se osigurala dobra plastifikacija i miješanje. Neotopljeni materijal ne može proći kroz ovaj dio vijka.
Keramički grijač hlađen zrakom
Keramički grijač osigurava dugi radni vijek. Ovaj dizajn ima za cilj povećati površinu kontakta grijača sa zrakom. Radi boljeg hlađenja zrakom.
Visokokvalitetni mjenjač
Osigurana je tačnost zupčanika od 5-6 stepeni i niža buka ispod 75dB. Kompaktna struktura, ali sa visokim obrtnim momentom.
Konusni dvopužni ekstruder za PVC
I konusni dvopužni ekstruder i paralelni dvopužni ekstruder mogu se koristiti za proizvodnju PVC-a. Sa najnovijom tehnologijom, radi smanjenja potrošnje energije i osiguranja kapaciteta. U skladu sa različitim formulama, nudimo različite dizajne puževa kako bismo osigurali dobar efekat plastifikacije i visoki kapacitet.

Ekstruzijski kalup
I vanjski i unutrašnji sloj su ekstrudirani unutar glave za rezanje navoja. Svaki kanal za protok materijala unutar glave za rezanje navoja je ravnomjerno postavljen. Svaki kanal je nakon termičke obrade i poliranja ogledalom kako bi se osigurao nesmetan protok materijala. Također, glava za rezanje navoja obezbjeđuje komprimirani zrak između oba sloja. Kalibracijska čahura se koristi za hlađenje unutrašnjeg sloja kako bi se formirala glatka i ravna cijev unutra. Voda pod pritiskom struji unutar kalibracijske čahure kako bi se postigao dobar efekat hlađenja. Vakuum se stvara na površini kalibracijske čahure prilikom proizvodnje cijevi velikog promjera, osiguravajući zaobljenost unutrašnje cijevi.
Kalup za oblikovanje
CNC obrada osigurava tačne dimenzije. Vakuumski kanal za zrak i kanal za hlađenje vodom s velikim poprečnim presjekom protoka osiguravaju stabilan, visokokvalitetan i efikasan proizvodni proces. Materijal modula je visokočvrsta aluminijska legura, s visokom toplinskom provodljivošću, visokom tvrdoćom i visokom otpornošću na habanje. Struktura modula usvaja integralni proces lijevanja pod pritiskom, s gušćom teksturom i većom toplinskom stabilnošću. Unutrašnja površinska obrada modula poboljšava čvrstoću i tvrdoću modula, što pogoduje savršenom formiranju valova. Kalup koristi CNC obradu kako bi se osigurala njegova tačnost i nesmetan rad.


Mašina za oblikovanje vodenim hlađenjem
Mašina za oblikovanje s vodenim hlađenjem koristi se za postavljanje i pomicanje valovitog kalupa, stvara se vakuum kako bi se vanjski sloj upio u valoviti kalup i formirao valoviti oblik. Pomicanjem valovitog kalupa, cijev se također izvlači iz korugatora.
Automatski sistem podmazivanja
Automatsko podmazivanje zupčanika kako bi se valoviti kalup glatko kretao.
Zupčasta letva mjenjača
Zupčasta letva se nalazi na vrhu valovitog kalupa. Sve zupčaste letve su nakon nitriranja i termičke obrade otporne na dugotrajno habanje.
Sistem za podešavanje gornjeg dijela
Elektronski podesivi gornji okvir za različite veličine valovitog kalupa. Sa četiri stuba, osigurava stabilno i precizno podešavanje.
Sistem za podešavanje napetosti
Da biste podesili intenzitet kretanja kalupa, učinite da se kalup kreće glatko.
Proporcionalni ventil
Za stabilniju i precizniju kontrolu zraka, kako bi se formirao dobar oblik cijevi i spojnice.
Sistem za hlađenje kalupa
Sa sistemom za vodeno hlađenje i sistemom za vazdušno hlađenje, radi boljeg efekta hlađenja, dobrog i brzog formiranja cijevi.
Rezervno napajanje UPS-a
U slučaju nestanka struje, rezervno UPS napajanje će napajati korugator kako bi se cijev izvukla iz kalibracijske čahure. Kako bi se izbjeglo zaglavljivanje cijevi na kalibracijskoj čahuri nakon hlađenja i skupljanja cijevi.
Sprej za hlađenje rezervoarom vode
Rashladni rezervoar se koristi za dodatno hlađenje cijevi.
Pomoćno odvoženje
Sa pomoćnim uređajem za izvlačenje, i vučni uređaj je fleksibilan. Za dalje povlačenje cijevi.
Kvalitetna mlaznica za prskanje
Kvalitetne mlaznice za prskanje imaju bolji efekat hlađenja i ne začepljuju se lako nečistoćama.
Filter rezervoara za vodu
Sa filterom u rezervoaru za vodu, kako bi se izbjegle veće nečistoće kada uđe voda spolja.


Mašina za rezanje valovitih cijevi
Mašina za rezanje valovitih cijevi je visoke preciznosti i bez prašine.
Aluminijski stezni uređaj
Koristite aluminijski stezni uređaj za različite veličine cijevi. Svaka veličina ima svoj stezni uređaj, nema potrebe za promjenom centralne centralne visine kada se koriste cijevi različitih veličina.
Sistem sinhronizacije
Stanicu za rezanje pokreću motor i inverter. Tokom procesa rezanja, stanica za rezanje se kreće sinhrono sa korugatorom kako bi se izbjegla deformacija cijevi.
Rezanje dvostrukim nožem
S dva noža koja režu zajedno, kako bi se osiguralo da je krajnji dio utičnice potpuno odsječen.
Slagač
Za podupiranje i istovar cijevi. Dužina slagača se može prilagoditi.
Za podupiranje i istovar cijevi. Dužina slagača se može prilagoditi.
Kako bismo valovitu cijev nesmetano pomicali na slagaču, na površinu slagača nanosimo cijeli nehrđajući čelik.
Za namotavanje cijevi u rolu, jednostavno za skladištenje i transport. Obično se koristi za cijevi veličine ispod 110 mm. Dostupna je jedna ili dvije stanice za izbor.

Tehnički podaci
| Model | Veličina cijevi (mm) | Ekstruder | Izlaz (kg/h) | Brzina (m/min) | Ukupna snaga (KW) | Kalup (parovi) | Sistem hlađenja |
| SGB250 | 90-250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | Hlađenje zrakom i hlađenje vodom |
| SGB500 | 200-500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | Hlađenje zrakom i hlađenje vodom |
Povezani proizvodi
-

Visokoučinkoviti konusni dvopužni ekstruder
Karakteristike Konusni dvopužni ekstruder serije SJZ, također nazvan PVC ekstruder, ima prednosti kao što su prisilno ekstrudiranje, visoka kvaliteta, široka prilagodljivost, dugi radni vijek, niska brzina smicanja, teško razlaganje, dobar učinak miješanja i plastifikacije te direktno oblikovanje praškastog materijala itd. Duge procesne jedinice osiguravaju stabilne procese i vrlo pouzdanu proizvodnju u mnogim različitim primjenama, koje se koriste za liniju za ekstruziju PVC cijevi, liniju za ekstruziju PVC valovitih cijevi, PVC WPC...
-

Visoko efikasni ekstruder sa jednim pužem
Karakteristike Jednopužni ekstruder za plastiku može obrađivati sve vrste plastičnih proizvoda, kao što su cijevi, profili, limovi, ploče, paneli, navoji, šuplji proizvodi i tako dalje. Jednopužni ekstruder se također koristi za granulaciju. Dizajn jednopužnog ekstrudera je napredan, proizvodni kapacitet je visok, plastifikacija je dobra, a potrošnja energije niska. Ovaj ekstruder koristi tvrdu površinu zupčanika za prijenos. Naš ekstruder ima mnogo prednosti. Također...
-

Linija za ekstruziju PVC pjenastih ploča visokog učinka
Primjena Proizvodna linija PVC Crust pjenastih ploča koristi se za WPC proizvode, kao što su vrata, paneli, daske i tako dalje. WPC proizvodi su nerazgradivi, ne deformiraju se, otporni su na oštećenja od insekata, imaju dobre vatrootporne performanse, otporni su na pucanje i ne zahtijevaju održavanje itd. Tok procesa Pužni utovarivač za mikser → Miješalica → Pužni utovarivač za ekstruder → Konusni dvostruki pužni ekstruder → Kalup → Kalibracijski sto → Posuda za hlađenje → Mašina za odvlačenje → Mašina za rezanje → Sto za ispuštanje → Inspekcija gotovog proizvoda i...
-

Ekstruzija visokokvalitetnih PVC (PE PP) i drvenih panela...
Proizvodna linija za WPC zidne panele koristi se za WPC proizvode, kao što su vrata, paneli, daske i tako dalje. WPC proizvodi su nerazgradivi, ne deformišu se, otporni su na oštećenja od insekata, imaju dobre vatrootporne performanse, otporni su na pucanje i ne zahtijevaju održavanje itd. Tok procesa: Pužni utovarivač za mikser → Miješalica → Pužni utovarivač za ekstruder → Konusni dvopužni ekstruder → Kalup → Kalibracijski sto → Mašina za odvoz → Mašina za rezanje → Sto za ispuštanje → Inspekcija i pakovanje gotovog proizvoda...
-

Linija za ekstruziju PVC profila visokog kapaciteta
Primjena Mašina za PVC profile koristi se za proizvodnju svih vrsta PVC profila kao što su profili za prozore i vrata, PVC žičane kanale, PVC korita za vodu i tako dalje. Linija za ekstruziju PVC profila se naziva i mašina za izradu UPVC prozora, mašina za PVC profile, mašina za ekstruziju UPVC profila, mašina za izradu PVC profila i tako dalje. Tok procesa: Pužni utovarivač za mikser → Jedinica miksera → Pužni utovarivač za ekstruder → Konusni dvopužni ekstruder → Kalup → Kalibracijski sto → Mašina za odvlačenje → Mašina za rezanje → Isključujući jezičak...
-
Prodajem ostale linije za ekstruziju cijevi
Mašina za izradu plastičnih kompozitnih cijevi sa čeličnim skeletom i ojačanjem Tehnički podaci Model Raspon cijevi (mm) Brzina linije (m/min) Ukupna snaga instalacije (kw) LSSW160 中50- φ160 0.5-1.5 200 LSSW250 φ75- φ250 0.6-2 250 LSSW400 φ110- φ400 0.4-1.6 500 LSSW630 φ250- φ630 0.4-1.2 600 LSSW800 φ315- φ800 0.2-0.7 850 Veličina cijevi HDPE puna cijev Plastična kompozitna cijev sa čeličnim skeletom i ojačanjem Debljina (mm) Težina (kg/m) Debljina (mm) Težina (kg/m) φ200 11.9 7.05 7.5 4.74 ...
-
Visokoefikasna linija za ekstruziju PPR cijevi
Opis Mašina za PPR cijevi se uglavnom koristi za proizvodnju PPR cijevi za toplu i hladnu vodu. Linija za ekstruziju PPR cijevi sastoji se od ekstrudera, kalupa, rezervoara za vakuumsku kalibraciju, rezervoara za hlađenje raspršivanjem, mašine za izvlačenje, mašine za rezanje, slagača i tako dalje. Mašina za ekstruziju i mašina za izvlačenje PPR cijevi koriste regulaciju frekvencije i brzine, mašina za rezanje PPR cijevi koristi metodu rezanja bez strugotina i PLC kontrolu, rezanje fiksne dužine, a površina rezanja je glatka. FR-PPR PPR cijev od staklenih vlakana sastoji se od tri...
-

Linija za ekstruziju PVC cijevi visokog kapaciteta
Mašina za izradu PVC cijevi koristi se za proizvodnju svih vrsta UPVC cijevi za poljoprivrednu vodoopskrbu i odvodnju, vodoopskrbu i odvodnju zgrada i polaganje kablova itd. Mašina za proizvodnju PVC cijevi proizvodi cijevi u rasponu prečnika: Φ16mm-Φ800mm. Cijevi pod pritiskom Snabdijevanje vodom i transport Cijevi za navodnjavanje u poljoprivredi Cijevi bez pritiska Kanalizacija Odvodnja vode u zgradama Kablovski kanali, cijevne cijevi, također poznate kao mašina za izradu PVC cijevnih cijevi Procesni tok Pužni utovarivač za mikser→ ...
-

Visokobrzinska visokoefikasna linija za ekstruziju PE cijevi
Opis Mašina za HDPE cijevi se uglavnom koristi za proizvodnju poljoprivrednih cijevi za navodnjavanje, drenažnih cijevi, plinskih cijevi, cijevi za dovod vode, cijevi za kablovske kanale itd. Linija za ekstruziju PE cijevi sastoji se od ekstrudera za cijevi, matrica za cijevi, kalibracijskih jedinica, rashladnog rezervoara, uređaja za odvoz, rezača, slagača/namotača i svih perifernih uređaja. Mašina za izradu HDPE cijevi proizvodi cijevi prečnika od 20 do 1600 mm. Cijev ima neke odlične karakteristike kao što su otpornost na zagrijavanje, otpornost na starenje, visoka mehanička čvrstoća...



